Heitt hlauparmót



Stutt lýsing:
Heitt hlauparmóter eins konar mold sem notar hitunarbúnaðinn til að halda bráðnuninni í hlauparanum frá því að storkna allan tímann. Vegna þess að plastið í hlauparanum er alltaf í bráðnu ástandi og kælistútaefnið þarf ekki að taka út við innspýtingarmót. Það hefur styttri mótunarlotu en hefðbundinn mygla og það sparar meira hráefni, þannig að heitt hlauparmótið hefur verið mikið notað í þróuðum löndum og svæðum í heiminum.
Hot runner mold er eins konar mold sem notar hitunarbúnaðinn til að halda bráðnuninni í hlauparanum frá því að storkna allan tímann. Vegna þess að plastið í hlauparanum er alltaf í bráðnu ástandi og kælistútaefnið þarf ekki að taka út við innspýtingarmót. Það hefur styttri mótunarlotu en hefðbundinn mygla og það sparar meira hráefni, þannig að heitt hlauparmótið hefur verið mikið notað í þróuðum löndum og svæðum í heiminum.
Mótunarkerfi fyrir heitt hlaup í mold er mikilvægt stuðningskerfi innspýtingarmótakerfis. Það tryggir að bráðnu plastefninu í hlauparanum er haldið við stöðugt hitastig í langan tíma með rafhitun. Það er mikilvæg leið til að framleiða stóra, þunnveggða, hágæða yfirborðshluta sem framleiddir eru með innspýtingarmótum og ná fram hagkvæmri framleiðslu.

Heitt hlaupari innspýtingarmót
Heitt hlaupakerfi í myglu
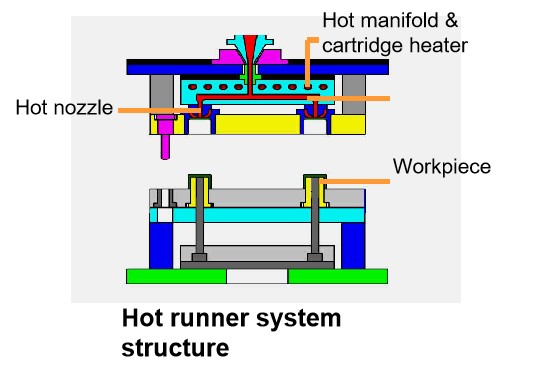
Uppbygging á heitum hlaupara
Heitt hlaupakerfi er almennt samsett úr heitum stút, heitu margvíslegu, hitastýringu og fylgihlutum. Það eru tvær tegundir af heitum stútum: opnum heitum stút og pinna loki heitum stút. Vegna þess að form heitt stúts ákvarðar beint val á heitu hlaupakerfi og framleiðslu á mold, er heitt hlaupakerfi venjulega skipt í opið heitt hlaupakerfi og pinna loki heitt hlaupakerfi. Skerplatan er notuð í fjölholu eða fjölpunkta brjósti, eins punkta brjósti, en á móti efnistigi. Efnið er venjulega P20 eða H13. Skerplatan er venjulega skipt í staðlaða og óstaðlaða tvo flokka. Uppbygging þess er aðallega ákvörðuð af dreifingu holrúms í mótinu, stútfyrirkomulagi og hliðarstöðu. Hitastýringarkassinn inniheldur hýsilinn, kapalinn, tengið og raflögn karla og kvenkyns innstungur o.s.frv. Aukahlutir með heitum hlaupara eru venjulega: hitari og hitastig, þéttihringur hlaupara, tengi og tengibox osfrv.

Gerðir af heitum hlaupara:
Það eru tvær tegundir af heitum hlaupurum: opið heitt hlaupakerfi og nálarventil heitt hlaupakerfi. Þeir eru nefndir samkvæmt opna heitu stútnum og nálarlokanum.
1). Opin gerð
Opna heita hlauparmótið hefur kostina við einfalda uppbyggingu, mikla efnistakmörkun, auðvelda vírteikningu og þráðleka, léleg yfirborðsgæði og fáar umsóknir í háspennumótum erlendis. Hægt er að blanda sömu myglu og nálarlokum frá mismunandi framleiðendum. Opna heita hlauparanum er hægt að skipta í tvo hluta: stór vatnshöfn heitt hlaupari og punkthlið heitt hlaupari. Heitt hlaupari punktahliðsins, eins og nafnið gefur til kynna, er hliðið á hliðshliðinu mjög lítið, almennt aðeins 80 vír, yfirborð vörunnar er mjög slétt, hentugur fyrir innspýtingarmótun lítilla vara. Stór hlið heitt hlaupari hefur stór hlið og mikið innspýtingarmagn, sem er hentugur fyrir inndælingu á stórum vörum
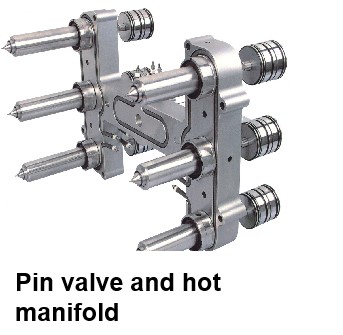
2). Tegund pinnaloka
Pinna loki tegund heitt hlaupari sparar efni, yfirborð plasthluta er fallegt, innri gæði er samningur og styrkurinn er mikill. Það eru tveir heitir hlauparar með nálarventilum í heiminum (samkvæmt innspýtingarreglunni): strokka gerð og gormgerð.
Munurinn á vortegund og strokka gerð er sá að það getur ekki stjórnað tímaröðinni og leyst vandamál suðuspora. Lítill þvermál slitþéttir stútar, gormapinnar og innri hitunarstútar voru þróaðir.

Hvernig virkar heiti hlauparinn?
Vegna þess að upphitunarstöngin og upphitunarhringurinn er staðsett nálægt eða í miðju hlauparans, er allur hlaupari frá stútútganginum að hliðinu á sprautusteypuvélinni í háu hitastigi, sem heldur plastinu í hlauparanum í bráðnun ríki. Þess vegna er heitur hlaupari tækni stundum nefndur hitapípu vaskkerfi eða hlaupalaus mótun. Heitt hlaupakerfi samanstendur almennt af heitum stút, dreifingaraðila, hitastýringarkassa og fylgihlutum.
Einkenni heitra hlaupara
Umsókn um heitt hlaupara deyja kerfi tækni verður meira og þroskaðri. Það hefur marga kosti, sem stuðlar að þróun innspýtingarmótunariðnaðarins. Það eru líka nokkrir annmarkar sem við ættum að taka tillit til í umsókninni.
Kostur við mygla hlaupakerfi
A. Hentar fyrir stórar vörur
Vegna mikillar stærðar, mikils innspýtingarmagns og stórs hluta hlutanna er erfitt að halda plastinu í sameiginlegum innspýtingarmótum og fylla holrýmið í bráðna ástandi við háan hita. Nota þarf fjölpunkta innspýtingartappa til að tryggja fulla innspýtingarmótun.
B. Hentar fyrir hluti sem erfitt er að mynda
Hár seigja, lágt seigja, hátt mótunarhiti. Heitt hlaupakerfið getur leyst þessi vandamál. Til dæmis: innspýting úr málmdufti, inndæling úr keramikdufti, innspýting úr plastseglum, innspýting úr plasti, hitauppstreymisgúmmí (TPE). C. Kostnaðarsparnaður
Heitur hlaupari innspýting, enginn stútur, enginn hlaupari úrgangur, sparar mikinn efniskostnað.
D. Lækkaðu innspýtingarþrýstinginn, sparaðu orku, bættu framleiðni innspýtingarmótunarvélarinnar, dregið úr sliti á mótinu.
E. Hentar fyrir háhraða innspýtingarmót. Háhraða innspýtingarmót bætir ekki aðeins framleiðsluhagkvæmni þunnveggja vara eins og bolla og ílát.
F. Að bæta gæði vöru
Í myndunarferlinu fyrir heitt hlauparmót er hitastigi plastbræðslu nákvæmlega stjórnað af heitu hlaupakerfinu. Plast getur flætt jafnara inn í hvert holrými, sem leiðir til hluta af sömu gæðum. Heitt hlaupahlutir hafa góða gæði, lítið afgangsálag og litla aflögun eftir mótun. Margar hágæða vörur á markaðnum eru framleiddar með heitum hlaupamótum. Margir plasthlutar í Motorola símum, HP prenturum og Dell fartölvum eru búnar til með heitum hlaupamótum.
G. Stuðla að sjálfvirkni í framleiðslu
Fullunnin vara er mynduð af heitu hlauparmóti, engin þörf á að klippa hliðið og kaldi hlauparinn er endurunninn. Það stuðlar að sjálfvirkni í framleiðslu. Margir erlendir framleiðendur sameina heitan hlaupara með sjálfvirkni, sem bætir framleiðsluhagkvæmni verulega.
Galli á myglu hlaupakerfi
Í samanburði við kalt hlaupamót eru ágallar á heitum hlauparmót dregnir saman í eftirfarandi þáttum.
A. Mótkostnaður hækkar Heitt hlauparahlutir eru dýrari og kostnaður við heitt hlaupamót getur aukist verulega. Ef hlutaframleiðslan er lítil og kostnaðarhlutfall myglu er hátt er það ekki hagkvæmt.
B. Hár kröfur um mikinn búnað Krafist er að nákvæmlega sé búið til vélina fyrir heitt hlaupara. Samþætting og samhæfing heitt hlaupakerfis og mygla er mjög ströng, annars verða mörg alvarleg vandamál í framleiðsluferli myglu.
C. Flókinn rekstur og viðhald
Í samanburði við kalt hlauparmót er rekstur og viðhald á heitum hlaupara flókið. Ef þeir eru ekki notaðir á viðeigandi hátt er auðvelt að skemma heita hlauparahlutina og ekki er hægt að framleiða þær, sem leiðir til mikils efnahagslegs taps.
Almennt séð hafa heit hlaupamót verið notuð í auknum mæli vegna mikillar skilvirkni og hágæða vara, með þróun moldvinnslu tækni og innspýtingartækni tækni.
Umsókn um mótun á heitum hlaupara
1. Fyrir stóra stærðarhluta
Fyrir hluti sem eru stærri en 300 mm eru rúmmál og sprautur plastinnstungu stærri vegna mikillar stærðar. Ef bráðna plastið er kælt of hratt er holufyllingin ekki næg, sem veldur skorti á lími og íhvolfi. Vaskur og augljós samrunalína, eða hitamunur er of mikill til að valda rýrnun eða afmyndun hluta. Því að bæta við heitum hlaupara mun tryggja að sprautað fljótandi plast heldur stöðugu hitastigi í langan tíma og tryggja að hægt sé að fylla bráðnar fljótt og fullkomlega. Hola, og losaðu fljótt streitu, fáðu hæfar vörur. Þessar vörur fela í sér: plastgeymslukassa, veltikassa, plastbretti, mælaborð bifreiða, stuðara o.fl.
2. Fyrir þunnveggða hluti
Fyrir þunnveggða hluti með þykkt minni en 1,0 mm er varmadreifing hröð og kæling hröð, bráðnunin er ekki auðvelt að fylla eða það er mjög auðvelt að framleiða kennileiti og alvarlega aflögun. Fyllingarhraði bráðnar líms er hægt að auka með því að nota heitt hlaupara, sem er gagnlegt fyrir fyllingarhraða bráðnar límsins. Hlutarnir eru fullmótaðir. Þessar vörur fela í sér farsímaskel, spjald osfrv. Ef heitt hlauparmótið er sameinað háhraða innspýtingarvélinni (rafmagns innspýtingavél) getur þynnsta vídd hlutanna verið 0,30 mm til 0,50 mm.
3. Notað fyrir hágæða útlitshluta: lampaskugga, lampaperlur,
Hágæða útihlutir eins og lampaskermir í bifreiðum og LED perlur þurfa mikla gagnsæi og geta ekki haft galla í lit og loftprenti; hljóðfæri hár-ljós gagnsæ spjaldið, auk spegla heimilistæki skel; stór stærð Ytri hlíf rafbúnaðar verður að vera búin límmiðunarpunktum á yfirborði hluta en engin límfóðrun er leyfð.
4. Notað til uppbyggingar flókinna hluta
Þessi tegund af vörum stafar aðallega af þörf vörunnar, það eru mörg þrep og rif í innréttingunni og flæðisleið bræðslunnar er tvískipt, flókin og erfitt að fylla. Það eru til margskonar lamparammar.
5. Fyrir hluti með lélega vökva
Til þess að bæta og bæta eiginleika plasts munum við bæta glertrefjum, logavarnarefni, málmdufti, kolefnisdufti og útfjólubláum aukefnum í plast. Þetta getur bætt víddar stöðugleika og myndun hluta, og vélrænni eiginleika, eldþol, raf eiginleika og öldrun viðnám. Til dæmis er það notað fyrir tengibox utanhúss, skel fyrir samskiptavöru, skel fyrir heimilistæki og hluta.
6. Fyrir stóra lotuhluta
Kostnaðarstýring stórra lotuhluta er mjög mikilvæg. Til þess að stytta innspýtingarmótstímann og forðast kostnaðinn sem stúthlutinn hefur í för með sér, eru oft notuð heit hlaupamót.
Mestech fyrirtæki sérhæfir sig í ýmsum plasthlutum framleiðslu myglu og innspýtingarframleiðslu. Við höfum safnað ríkri reynslu í framleiðslu á gagnsæjum lampaskugga, stórum plastskel og heitu hlauparmóti fyrir innspýtingarmót með mörgum holum. Við hlökkum til að fá tækifæri til að vinna og þjóna þér á þessu svæði. Vinsamlegast hafðu samband.
Einkenni hot runner Notkun hot runner deyr kerfistækni verður æ þroskaðri. Það hefur marga kosti, sem stuðlar að þróun innspýtingarmótunariðnaðarins. Það eru líka nokkrir annmarkar sem við ættum að taka tillit til í umsókninni. Kostur við mygla hlaupakerfi
A. Hentar fyrir stórar vörur Vegna mikillar stærðar, mikils innspýtingarmagns og stórs hluta hlutanna er erfitt að halda plastinu í sameiginlegri innspýtingarmótun og fylla holrúmið í bráðnandi ástandi við háan hita. Nota þarf fjölpunkta innspýtingartappa til að tryggja fulla innspýtingarmótun.
B. Hentar fyrir hluti sem erfitt er að mynda Há seigja, lág seigja, hátt mótunarhiti. Heitt hlaupakerfið getur leyst þessi vandamál. Til dæmis: innspýting úr málmdufti, inndæling úr keramikdufti, innspýting úr plastseglum, innspýting úr plasti, hitauppstreymisgúmmí (TPE).
C. Kostnaður sparnaður Heitt hlaupari innspýting, engin stútur, enginn hlaupari úrgangur, sparar mikinn efniskostnað.
D. Lækkaðu innspýtingarþrýstinginn, sparaðu orku, bættu framleiðni innspýtingarmótunarvélarinnar, dregið úr sliti á mótinu.
E. Hentar fyrir háhraða innspýtingarmót. Háhraða innspýtingarmót bætir ekki aðeins framleiðsluhagkvæmni þunnveggja vara eins og bolla og ílát.
F. Að bæta gæði vöru Í myndunarferlinu fyrir heitt hlauparmót er hitastigi plastbræðslu nákvæmlega stjórnað af heitu hlaupakerfinu. Plast getur flætt jafnara inn í hvert holrými, sem leiðir til hluta af sömu gæðum. Heitt hlaupahlutir hafa góða gæði, lítið afgangsálag og litla aflögun eftir mótun. Margar hágæða vörur á markaðnum eru framleiddar með heitum hlaupamótum. Margir plasthlutar í Motorola símum, HP prenturum og Dell fartölvum eru búnar til með heitum hlaupamótum.
G. Að stuðla að sjálfvirkni í framleiðslu Fullunnin vara er mynduð af heitum hlaupara, engin þörf á að klippa hliðið og kaldi hlauparinn er endurunninn. Það stuðlar að sjálfvirkni í framleiðslu. Margir erlendir framleiðendur sameina heitan hlaupara með sjálfvirkni, sem bætir framleiðsluhagkvæmni verulega.
Galli á heitu hlaupakerfi myglu Í samanburði við kalt hlaupara mygla eru ágallar á heitu hlaupari mold dregnir saman í eftirfarandi þáttum.
A. Mótkostnaður hækkar Heitt hlauparahlutir eru dýrari og kostnaður við heitt hlaupamót getur aukist verulega. Ef hlutaframleiðslan er lítil og kostnaðarhlutfall myglu er hátt er það ekki hagkvæmt.
B. Hár kröfur um mikinn búnað Krafist er að nákvæmlega sé búið til vélina fyrir heitt hlaupara. Samþætting og samhæfing heitt hlaupakerfis og mygla er mjög ströng, annars verða mörg alvarleg vandamál í framleiðsluferli myglu.
C. Flókið rekstur og viðhald Í samanburði við kalt hlauparmót er rekstur og viðhald á heitum hlaupara flókið. Ef þeir eru ekki notaðir á viðeigandi hátt er auðvelt að skemma heita hlauparahlutina og ekki er hægt að framleiða þær, sem leiðir til mikils efnahagslegs taps.
Almennt séð hafa heit hlaupamót verið notuð í auknum mæli vegna mikillar skilvirkni og hágæða vara, með þróun moldvinnslu tækni og innspýtingartækni tækni.
Umsókn um mótun á heitum hlaupara 1). Fyrir stóra stærðarhluta Fyrir hluti sem eru stærri en 300 mm eru rúmmál og innspýting plasti stærri vegna mikillar stærðar. Ef bráðna plastið er kælt of hratt er holufyllingin ekki næg, sem veldur skorti á lími og íhvolfi. Vaskur og augljós samrunalína, eða hitamunur er of mikill til að valda rýrnun eða afmyndun hluta. Því að bæta við heitum hlaupara mun tryggja að sprautað fljótandi plast heldur stöðugu hitastigi í langan tíma og tryggja að hægt sé að fylla bráðnar fljótt og fullkomlega. Hola, og losaðu fljótt streitu, fáðu hæfar vörur. Þessar vörur fela í sér: geymslukassa úr plasti, veltikassa, plastbretti, mælaborð bifreiða, stuðara osfrv. 2). Fyrir þunnveggða hluti Fyrir þunnveggða hluti með þykkt minni en 1,0 mm er hitaútbreiðsla hröð og kæling hröð, bráðnunin er ekki auðvelt að fylla eða það er mjög auðvelt að framleiða kennileiti og alvarlega aflögun. Fyllingarhraði bráðnar líms er hægt að auka með því að nota heitt hlaupara, sem er gagnlegt fyrir fyllingarhraða bráðnar límsins. Hlutarnir eru fullmótaðir. Þessar vörur fela í sér farsímaskel, spjald osfrv. Ef heitt hlauparmótið er sameinað háhraða innspýtingarvélinni (rafmagns innspýtingavél) getur þynnsta vídd hlutanna verið 0,30 mm til 0,50 mm. 3). Notað fyrir hágæða útlitshluta: lampaskugga, lampaperlur, Hágæða ytri hlutar eins og lampaskermir í bifreiðum og LED perlur krefjast mikillar sjónrænnar gagnsæis og geta ekki haft galla í lit og loftprenti; hljóðfæri hár-ljós gagnsæ spjaldið, auk spegla heimilistæki skel; stór stærð Ytri hlíf rafbúnaðar verður að vera búin límmiðunarpunktum á yfirborði hluta en engin límfóðrun er leyfð. 4). Notað fyrir flókna hluta í uppbyggingu Þessi tegund af vörum stafar aðallega af þörf vörunnar, það eru mörg þrep og rif í innréttingunni og flæðisleið bræðslunnar er tvískipt, flókin og erfitt að fylla. Það eru til margskonar lamparammar. 5). Fyrir hluti með lélega vökva Til að bæta og bæta eiginleika plasts munum við bæta glertrefjum, logavarnarefni, málmdufti, kolefnisdufti og útfjólubláum aukefnum í plast. Þetta getur bætt víddar stöðugleika og myndun hluta, og vélrænni eiginleika, eldþol, raf eiginleika og öldrun viðnám. Til dæmis er það notað fyrir tengibox utanhúss, skel fyrir samskiptavöru, skel fyrir heimilistæki og hluta. 6). Fyrir stóra lotuhluta Kostnaðarstýring stórra lotuhluta er mjög mikilvæg. Til þess að stytta innspýtingarmótstímann og forðast kostnaðinn sem stúthlutinn hefur í för með sér, eru oft notuð heit hlaupamót.
Mestech fyrirtæki sérhæfir sig í ýmsum plasthlutum framleiðslu myglu og innspýtingarframleiðslu. Við höfum safnað ríkri reynslu í framleiðslu á gagnsæjum lampaskugga, stórum plastskel og heitu hlauparmóti fyrir innspýtingarmót með mörgum holum. Við hlökkum til að fá tækifæri til að vinna og þjóna þér á þessu svæði. Vinsamlegast hafðu samband.





